engineermike
Well-Known Member
- Thread starter
- #1
I’m currently building a basically stock Predator short block. The ford procedure for selecting the main bearing thickness, or “grade”, is described here:
https://www.mustang6g.com/forums/threads/bbq-tick-test-request.117273/page-2#post-2467476
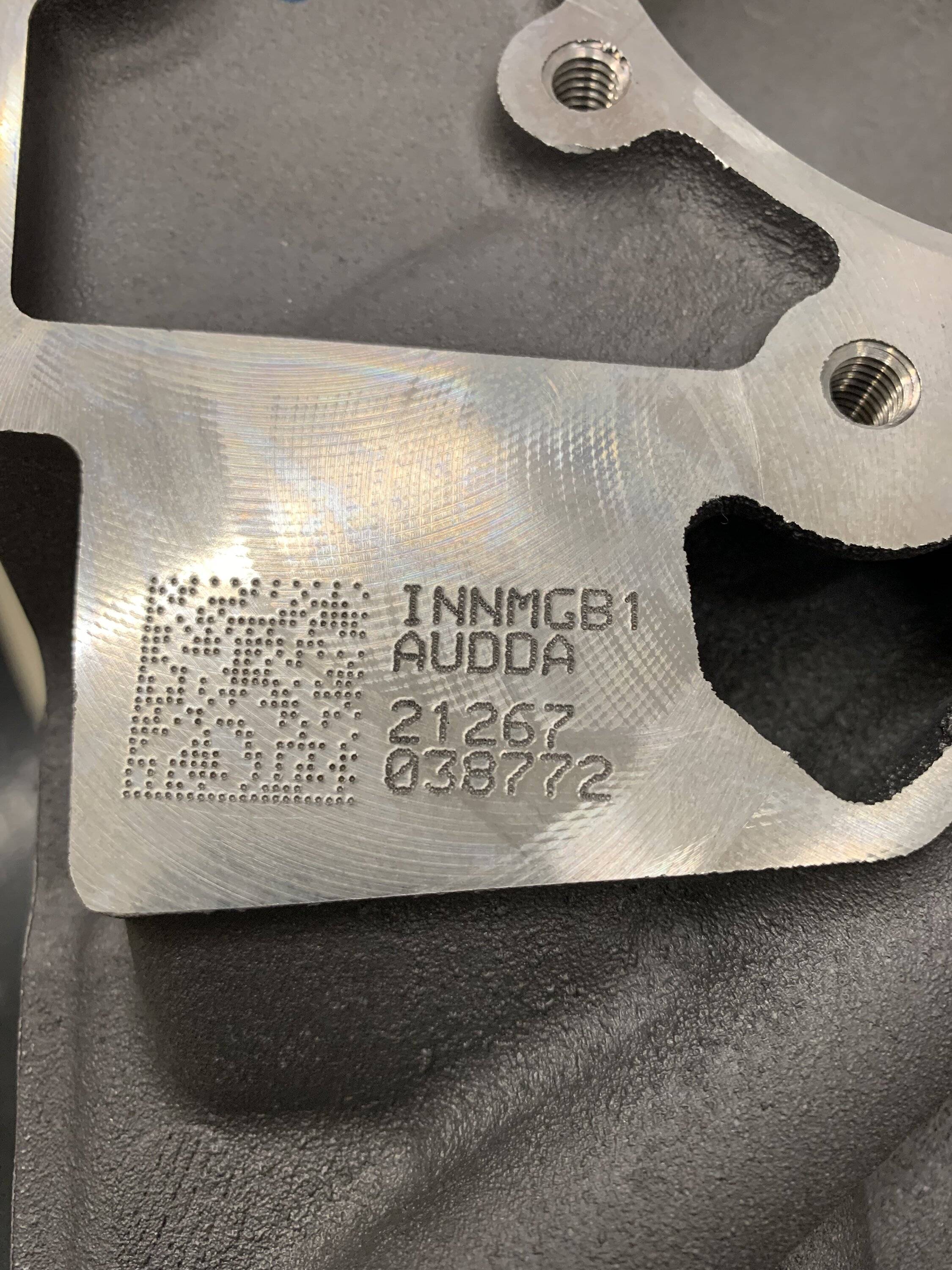
However, the code on the block is:

I have reason to believe the main bearing code is the first string of characters, but I also have reason to believe it’s the second string of characters. So which is it?
And before anyone suggests it….yes I’m dead-set on using oem bearings not aftermarket.
https://www.mustang6g.com/forums/threads/bbq-tick-test-request.117273/page-2#post-2467476
However, the code on the block is:
I have reason to believe the main bearing code is the first string of characters, but I also have reason to believe it’s the second string of characters. So which is it?
And before anyone suggests it….yes I’m dead-set on using oem bearings not aftermarket.
Sponsored